品牌:铸铁平台
起订:1
发货:3天内
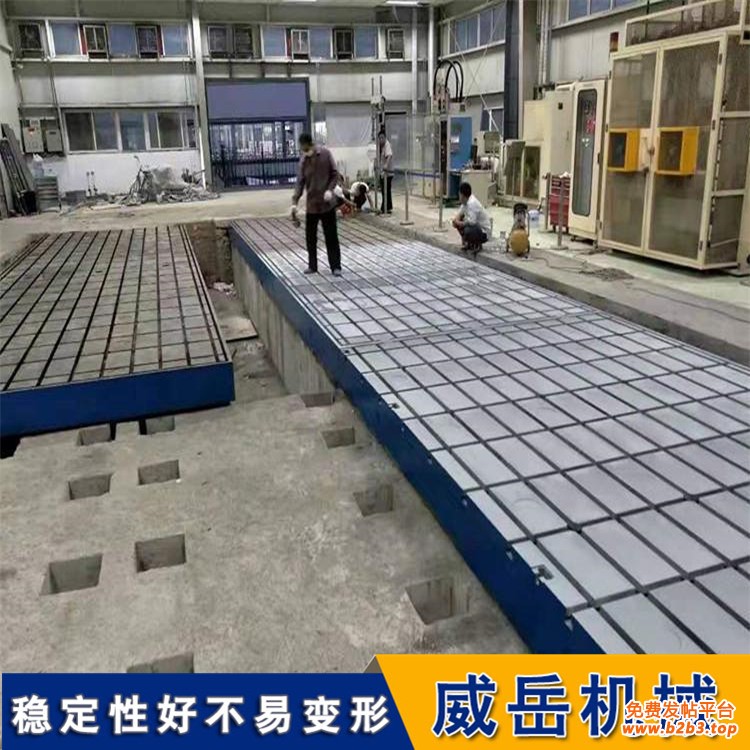
铁地板是铸铁平板里的一种,主要是为了工件提供一个基准平面,铁地板的表面一般会开有不同形式的槽来固定工件以方便装配。铁地板具体适用于用于机械、发动机的动力实验,设备调试,具有较好的平面稳定性和韧性,表面带有T型槽,可以用来固定实验设备;同时适用于各种产品的装配工作,在机械制造中也是的基本工具。
铁地板铸造型体有双围子、单围子和箱体式。其工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T形、U形槽和圆孔、长孔等用以满足生产中不同铸铁平台的不同工作需要。
铸铁质量和热处理质量对平台运用性能发生较大影响:
或因残存较大内应力使作业面变形;或因不使精度不能保持;或因刮削困难得不到数值小的粗糙度。因而运用铸铁平台留意铸铁资料的挑选,选用时效处理等办法铸铁平台的剩余应力。
铸铁平台按GB/4986-85规范制作,可用涂色法查验零件平面度,具有直观、便利的长处。在通过刮研的铸铁平台上推动表座、工件比较顺利,无发涩感觉,便利了丈量,了丈量度。产品制成筋板式和箱体式,作业面有长方形,资料HT200,作业面选用刮研工艺,作业面上可加工V型、T型、U型槽和圆孔、长孔等。铸铁平台是用于工件检测或划线的平面基准器具。平台安装应调至水平、负荷均散布于各支点上,环境温度运用时应避免振荡。铁地板的材质为铸铁HT200-250,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)对铸铁平台,铸铁平板进行热处理的目的是减少铸件中的应力,铸铁平板的部分白口组织,提高铸铁平台工作表面的硬度和,使铸铁平台的精度稳定,能好,回过火的铸件也能很好的加工。
铁地板的规格一般为:500*500-3000*6000,(异性规格可按图纸订做)。铁地板工作面采用刮削即人工刮研工艺,铸铁平台按标准计量检定规程执行,分别为1级铸铁装配平板、2级铁地板、3级T型槽铁地板。
铁地板如何避免粘砂?下面,为您详细介绍:
一、尽量运用粒度较细的铸造用砂。
二、检验铁地板铸型或型芯运用有用的涂料。即充填型,芯表层砂粒的空地。如涂料过厚可能开裂,使金属液进入砂中,这时可在层中运用较稀的涂料,然后再以正常或较稠的涂料。
三、避免较不错的金属液静压力头;在满意检验平板铸件补缩条件下冒口高度不要过高;避免浇包处于高位直接浇到直浇道内,需要时可利用盆形浇口杯缓冲一下金属流,并构成恒高静压力头。
四、砂型应紧实。机器外型不行超载,供给外型机的压缩空气应坚持规则压力,避免运用过湿或寄存期过长的型砂,因难以紧实,芯盒通气孔(塞)不可以阻塞;选用树脂砂外型和制芯不能仅靠型砂的杰出流动性,要紧实,需要时辅以轰动。
五、减缓检验铁地板型内发生的动压力。铸型应多设出气孔,多扎气眼;高紧实度的铸型分型面上可设排气槽(通气槽或通气沟)。
六、避免铸型"爆"或"呛"型砂不行加人过量煤粉和水分。尽量为型和芯开好出气孔,通气孔,增加铸型http://www.chinaweiyue.com/咨询13231713280透气性。